






多年来<四川>神悦钢材有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以四川高压锅炉管市场为准则,以新创科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。
始终坚持以品质加诚信求生存,向客户提供货真价实的四川高压锅炉管产品。我公司将热诚欢迎您来本厂参观考察指导。


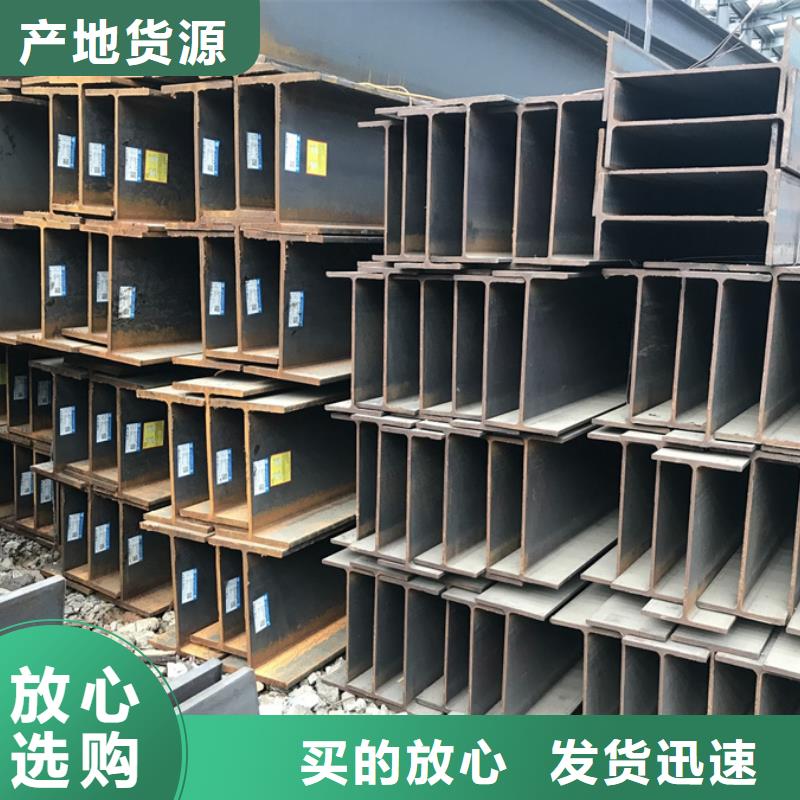
四川15crmo工字钢石化项目

推荐一家四川生产销售镀锌槽钢的公司,四川型材自主生产,一条龙服务,价格实惠,在四川,地理位置也好,提货很方便。四川镀锌槽钢加热到850~1250℃,然后进行以1℃/s以上的冷却速度冷却的热处理。这样可以成为含体积分数12%以上马氏体的组织、730MPa以上的高强度、耐蚀性和弯曲加工性能、焊接热影响区韧性优良的高强度镀锌槽钢。再利用含Mo、B等,可以显著提高焊接部位的冲压加工性能。配电室基础镀锌槽钢一般不与接地连接,基础槽钢一般和配电室的接地扁铁相连接。Q355C镀锌槽钢具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。镀锌槽钢具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性。镀锌槽钢由于结合牢固,锌—铁互溶,具有很强的耐磨性。


四川Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:四川型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。

